A soccer jersey is not a flat piece of cloth. It is a three-dimensional object that has to fit a human torso in motion. Our pattern engineering team uses CLO3D and Gerber AccuMark software to build every garment digitally before we touch fabric.
Biomechanical Adjustments for Soccer
We do not use generic “athletic” blocks. We use soccer-specific blocks refined over thousands of units:
- Armscye Depth: Dropped 1.5cm below a standard T-shirt block to allow full arm elevation for throw-ins and overhead challenges without seam tension.
- Torso Length: Extended 2cm at the back hem to prevent the jersey from pulling out of shorts during defensive crouching and sliding.
- Shoulder Slope: Adjusted to 18 degrees (standard casual wear is 22 degrees) to accommodate forward-leaning sprint posture.
- Side Seam Position: Shifted 1cm posteriorly to reduce friction during running.
Size Grading for Global Markets
A soccer uniform manufacturer shipping to multiple countries cannot use one grading rule. Our size charts account for regional anthropometric differences:
- US Market: Standard grading with 5cm chest increments. Relaxed fit through the torso.
- European Market: Slimmer grading with 4cm chest increments and 1cm additional length per size.
- Asian Market: Proportionally adjusted neck openings and shoulder widths.
We also offer custom grading for clubs with unusual demographics. Last year, we outfitted a collegiate team in Texas where the average player was 6’2″ and 210lbs. Standard XL grading left the jerseys too short. We adjusted the grade rule to add 3cm length per size rather than the standard 2cm. The team reported zero fit complaints for the first time in five seasons.
Once the design is approved and the tech pack is finalized, we move to material procurement and preparation.
Fabric Inspection and Relaxation
Fabric arrives on rolls from our mill partners. Before cutting, we lay it flat in a climate-controlled conditioning room (20°C, 65% relative humidity) for 24 hours. This relaxation step is non-negotiable. Polyester fabric under tension on a roll will contract when cut. Skipping relaxation leads to jerseys that shrink unpredictably after the first wash.
We also inspect every roll for:
- Shade variation: If roll #1 and roll #3 came from different dye lots, we separate them to prevent color blocking across a single jersey.
- Width consistency: If the fabric narrows at the roll ends (common in warp-knit production), we mark those sections and adjust nesting accordingly.
- Defect mapping: Slubs, oil spots, or broken filaments are marked with adhesive tabs. Our nesting software routes pattern pieces around these defects.
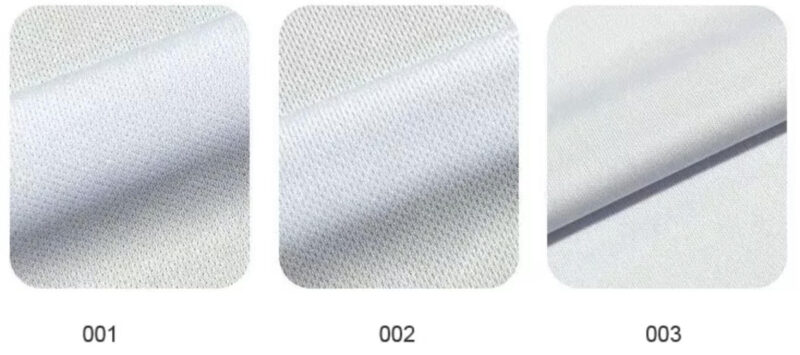


Product Name | Custom Sublimation Soccer Wear |
Fabric | 01: Honey Comb Cloth 01, 150 gsm, 100% polyester fibre. 02: Waffle Cloth, 140 gsm, 100% polyester fibre. 03: DNA Fabrics, 155 gsm,92% polyester 8% spandex. 04: Health Cloth, 300gsm, 95% polyester 5% spandex. 05: Twill Cloth, 205gsm, 90% polyester 10% spandex. 06: Interwoven Mesh Cloth, 170gsm, 100% polyester fibre. 07: Double-sided Cloth, 140gsm, 100% polyester firbe. 08: Double-sided Cloth, 160gsm, 100% polyester firbe. 09: Small Squares Cloth, 100gsm, 100% polyester fibre. 10: Butterfly Net Cloth, 150gsm, 90%polyester 10% spandex. |
Marker Making and Fabric Utilization
Using Gerber AccuNest software, we calculate the optimal arrangement of pattern pieces on the fabric width. A well-engineered marker achieves 87–90% fabric utilization. A poor marker wastes 25–30% of the material.
For a 500-piece order of adult large jerseys, the difference between an 85% marker and a 90% marker is roughly 12 meters of fabric. At current polyester pricing, that is a $40–50 cost difference per order. Over hundreds of orders annually, marker efficiency directly impacts our pricing competitiveness as a soccer jerseys manufacturer.
Dye-Sublimation: The Core Technology
Approximately 85% of our custom soccer jerseys use dye-sublimation for the base decoration. Here is the actual process:
Step 1: Digital Printing onto Transfer Paper We use Italian MS LaRio single-pass printers running at 600dpi resolution. The design is printed in reverse onto transfer paper using disperse dyes formulated for sportswear applications. The ink load is calibrated based on fabric weight—160gsm fabric receives a lighter ink deposit than 220gsm fabric to prevent dye bleed-through.
Step 2: Heat Transfer (The Critical 40 Seconds) The printed paper and fabric face each other on a rotary drum heat press operating at 200°C with 4-bar pressure for 30–40 seconds. During this window, the solid dye sublimates (converts directly to gas) and penetrates the polyester fibers to a depth of approximately 0.3mm.
This is not surface coating. The dye molecules bond with the polyester polymer chains. When you run your hand across a sublimated jersey, you feel fabric—not plastic, not rubber, not a sticker.
Step 3: Color Validation We pull the first meter of printed fabric and compare it against the approved color standard using a spectrophotometer. Our internal tolerance is Delta E ≤ 1.5. Anything above that triggers an immediate ink adjustment. To the human eye, Delta E 1.5 is imperceptible.
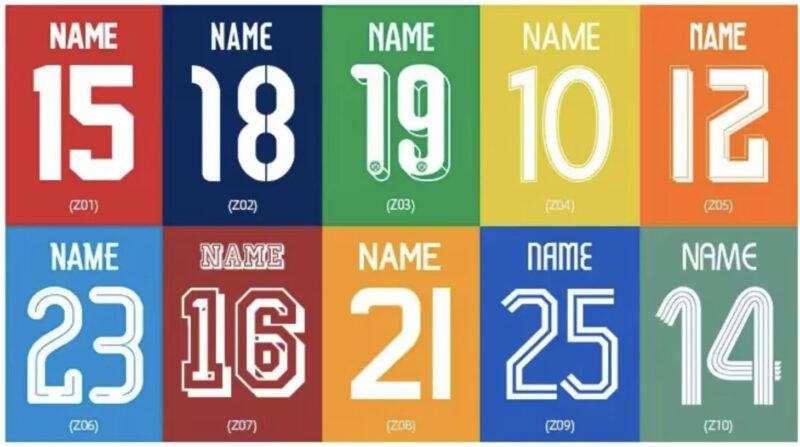
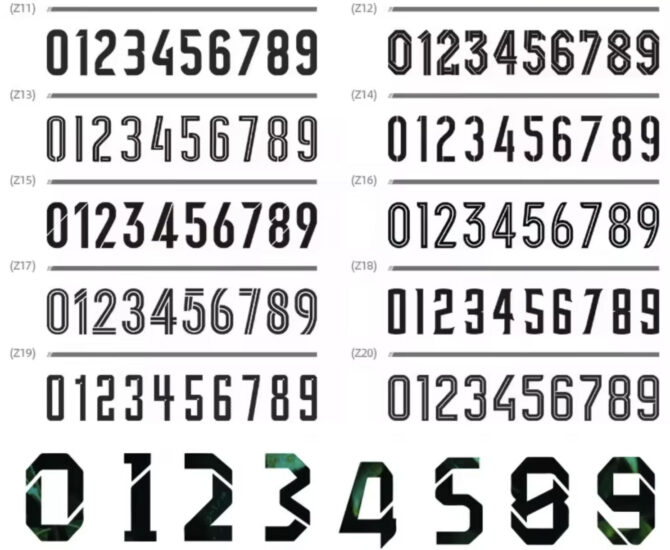
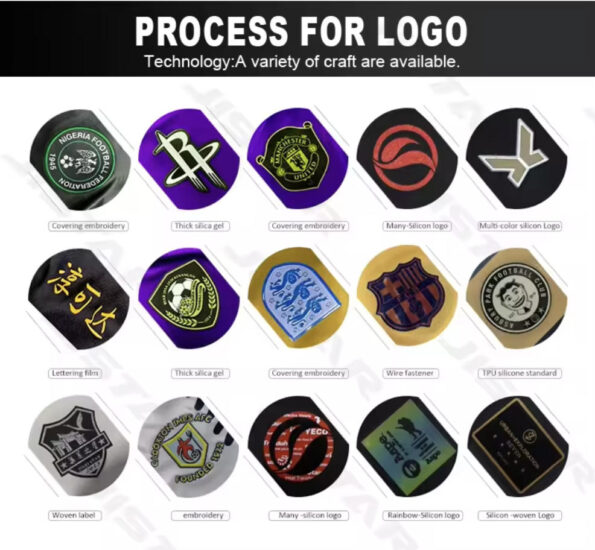
Placement Decoration: Numbers, Names, and Logos
For elements that sit on top of the sublimated base—player names, sleeve numbers, or sponsor logos—we use a combination of methods:
- Heat Transfer Vinyl (TPU): For player names and numbers that change seasonally. Applied at 165°C for 12 seconds. Peel strength after application: ≥8N/cm (ASTM D903).
- Tackle Twill: For club crests on premium kits. Laser-cut poly-twill layers, zig-zag stitched at 7 stitches per cm. This adds 85–120 grams to the chest area but provides a dimensional, heritage aesthetic.
- Embroidery: Limited to staff polos and travel jackets. We avoid embroidery on player match kits because it creates stiff points that can irritate skin during contact.