Introduction: The Collar That Killed a Reorder
A procurement manager for a Midwest golf resort chain called us last spring. She had spent eleven thousand dollars on custom polo shirts for her club’s pro shop and caddie uniform program. The shirts looked sharp in the sample photos—navy pique, white embroidered logo, pearl buttons. But three weeks after distribution, the complaints started.
The collars on forty percent of the shirts were “baconing”—wavy, rippled distortions that no amount of ironing could flatten. The placket buttons on the women’s cut had been placed at a height that caused gaping on certain body types. The fabric, listed as “100% cotton pique” in the supplier’s quote, was actually a cotton-poly blend that pilled after four washes. The supplier, a trading company she found online, had disappeared from WhatsApp.
She wasn’t out of money just because of the defective goods. She was out of money because the golf season had started, her staff was wearing competitor-branded polos from the local pro shop, and the club’s general manager was questioning whether she should handle next year’s uniform order.
Polo shirts are deceptively simple. To the consumer, they are a collar, a placket, and a hem. To a retailer or uniform buyer, they are a technical garment where five millimeters of collar stand height, half a centimeter of placket interfacing, or the wrong gauge of pique knit can mean the difference between a product that sells out and a product that gets returned in bulk.
Over seventeen years of operating a custom polo t-shirts manufacturing facility, we have produced everything from corporate uniform programs for Fortune 500 companies to boutique golf resort lines to private-label retail collections for department stores. This guide is what we tell every retail buyer before they sign their first purchase order.
Fabric Architecture – The Knit Structure Determines Everything
The term “polo shirt fabric” is meaningless without specifying the knit structure. Most retail buyers ask for “pique” because they have heard the word. But pique is only one of four knit structures commonly used for polo shirts, and it is not always the right choice.
The Four Knit Structures for Polo Shirts
| Structure | Surface Texture | Hand-Feel | Breathability | Durability | Best Application | Cost Factor |
|---|---|---|---|---|---|---|
| Pique | Waffle/honeycomb, geometric indentations | Crisp, structured, slightly stiff | Excellent (air pockets create ventilation) | High (tight knit resists snagging) | Golf, corporate uniforms, school dress codes | Baseline |
| Jersey | Smooth, flat, T-shirt-like | Soft, drapey, casual | Moderate (less open structure) | Moderate (prone to pilling on high-friction areas) | Casual retail, fashion-forward polos, layering | -10% |
| Interlock | Double-knit, smooth both sides | Silky, substantial, luxurious | Moderate (denser construction) | Very high (two layers resist stretching) | Premium corporate, luxury private label, resort wear | +20% |
| Jacquard | Patterned texture (logos, geometric repeats) | Variable (depends on pattern complexity) | Moderate-to-high | High (pattern is woven in, not printed) | Club crests, brand identity patterns, hospitality | +35% |
Pique: The Corporate Standard
Pique is the default for custom polo t-shirts because its geometric knit structure creates natural ventilation. The small air pockets between the raised and recessed areas allow air to circulate against the skin, which is why pique dominates golf and corporate uniform markets.
However, not all pique is equal. The gauge of the knitting machine matters:
- 12-gauge: Fine, tight pique. Smooth surface, excellent for detailed embroidery. Used in premium corporate and fashion polos.
- 9-gauge: Standard pique. The workhorse of uniform programs. Balanced durability and breathability.
- 6-gauge: Heavy, open pique. More casual, more texture, but embroidery detail can get lost in the deep waffle.
If you are ordering corporate polos where the logo is the hero, specify 12-gauge pique. If you are ordering hospitality uniforms for servers who will wash these daily, 9-gauge offers the best durability-to-cost ratio.
Interlock: The Hidden Premium
Interlock is often overlooked because it does not look “technical.” It looks like a heavier, smoother T-shirt. But for retailers positioning in the premium market, interlock is a strategic choice.
Because interlock is essentially two layers of jersey knit bonded together, it has zero torque—it does not twist on the body the way single-knit pique can. It drapes like woven shirting but stretches like knit. It is also significantly more resistant to collar distortion because the double-knit structure holds its shape under tension.
The trade-off is breathability. A 200gsm interlock polo will feel warmer than a 200gsm pique polo. For air-conditioned corporate environments or resort wear, this is acceptable. For outdoor grounds crews in Arizona, it is not.
Cotton vs. Cotton-Poly vs. Performance Blends
Once you have selected the knit structure, you must specify the fiber content. This decision affects hand-feel, shrinkage, colorfastness, and price.
| Composition | Shrinkage | Colorfastness | Durability | Hand-Feel | Cost | Best For |
|---|---|---|---|---|---|---|
| 100% Cotton | High (4–6% after first wash) | Moderate (fades over time) | Moderate (pills, loses shape) | Soft, natural, breathable | Baseline | Premium retail, short-term uniforms |
| CVC (65% Cotton / 35% Poly) | Low (1–2%) | Good | High | Cotton-like with added stability | +8% | Long-term uniforms, corporate programs |
| PC (50% Cotton / 50% Poly) | Very low (<1%) | Very good | Very high | Crisper, less natural feel | +5% | Budget uniforms, high-wash environments |
| 100% Polyester | Negligible | Excellent | Excellent | Synthetic, can feel clammy | -5% | Sublimation printing, athletic crossover |
| Performance (Cotton/Spandex) | Low | Good | High | Stretchy, fitted | +15% | Modern retail, athletic-fit corporate |
Critical retail note: If you are selling to consumers rather than outfitting staff, 100% cotton is a liability. Consumers do not follow industrial laundering protocols. They wash hot, they tumble dry, and they blame the brand when the shirt shrinks or the collar warps. For retail custom polo t-shirts, we typically recommend CVC or cotton-spandex blends unless the brand positioning explicitly demands natural fiber.
Collar and Placket Engineering – Where Polos Live or Die
The collar is the most expensive real estate on a polo shirt. It is also the most common failure point.
Collar Construction Types
| Type | Construction | Stand Height | Best For | Failure Mode |
|---|---|---|---|---|
| Flat Knit Collar | Ribbed 1×1 or 2×1 knit, sewn on flat | 2.5–3.0 cm | Casual retail, budget uniforms | Baconing (wavy distortion) after washing |
| Self-Fabric Collar | Cut from same pique as body, lined with interfacing | 3.0–3.5 cm | Mid-tier corporate, hospitality | Less stretch recovery than ribbed |
| Tipped Collar | Ribbed collar with contrast color tipping | 3.0 cm | Fashion retail, club identity | Tipping seam visibility if poorly executed |
| Button-Down Collar | Collar points with buttons to placket | 3.0 cm | Preppy positioning, outdoor | Adds cost, limits stretch |
The Interfacing Decision
A collar without interfacing is a collar that will fail. Interfacing is a fusible layer bonded to the underside of the collar and placket to provide structure.
Types of interfacing:
- Woven fusible: Standard for mid-tier polos. Provides crisp structure but can bubble if applied at incorrect temperature.
- Non-woven fusible: Cheaper, less durable. Acceptable for promotional polos worn fewer than ten times.
- Knit fusible: Expensive, maintains stretch. Essential for performance polos with spandex content.
Specification to demand: Your tech pack should state the interfacing weight (grams per square meter) and the fusing temperature. A polo t-shirts factory that cannot tell you the interfacing weight is a factory that does not control its process.
Placket Engineering
The placket is the strip of fabric housing the buttons. It is a stress concentration point.
Placket types:
- Set-in placket: Separate fabric strip sewn onto the body. Most common, most stable.
- Integrated placket: Folded from the body fabric itself. Cleaner look but less structural support.
- Contrast placket: Different color or fabric from the body. Fashion-forward but requires precise color matching.
Button specification: Pearl-effect resin buttons are standard for corporate polos. Corozo (natural nut) buttons are premium and eco-friendly. Metal buttons are heavy and can corrode in industrial laundry. For retail, specify button thread (polyester core-spun) and bartack reinforcement at the base of the placket.
Decoration Methods – Logo Application on Structured Knits
Polo shirts present unique decoration challenges because the pique texture is not flat. A logo that looks perfect on a smooth T-shirt may look distorted or sunken on pique.
Decoration Method Comparison for Polo Shirts
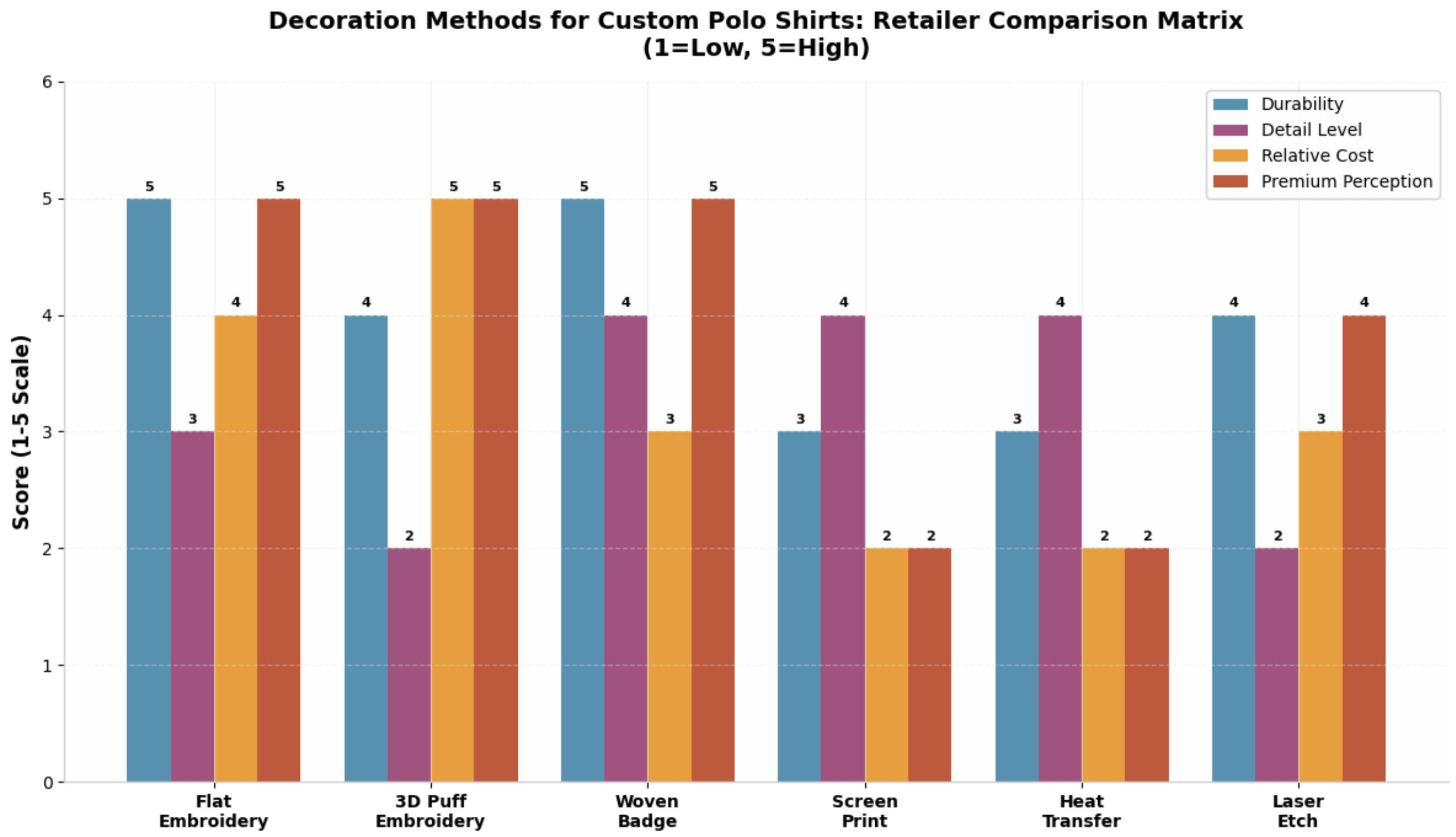
Flat Embroidery The default for corporate polo shirts. Thread is stitched directly through the pique. On 12-gauge pique, detail down to 5mm text is legible. On 9-gauge or 6-gauge, fine text sinks into the waffle and becomes illegible. For retail programs where the logo includes small taglines, specify 12-gauge pique or accept that the text must be simplified.
3D Puff Embroidery Foam substrate beneath the stitch creates a raised, sculptural effect. It signals premium positioning and is common in golf and automotive retail. However, on pique, the foam can create a “dimple” in the surrounding fabric if the stitch density is insufficient. We recommend a minimum of 0.4mm stitch spacing and a foam thickness no greater than 3mm for standard pique.
Woven Badges For club crests, university seals, or automotive logos, woven badges offer photographic detail that embroidery cannot achieve. They are manufactured separately and sewn onto the polo. The advantage is consistency—every badge is identical. The disadvantage is weight; a large woven badge can cause the left chest to sag slightly on lighter-weight polos. For retail, we recommend merrowed-edge badges no larger than 8cm × 8cm.
Screen Print and Heat Transfer Generally not recommended for pique polos unless the design is large and graphic. The texture of pique causes ink to deposit unevenly, creating a mottled appearance. If screen print is necessary (for a large back graphic on a promotional polo), a base layer of discharge ink can flatten the texture before the color layer is applied.
Laser Etch An emerging technique for performance polos. The laser burns away the top layer of dye to create a tonal logo. It is permanent, zero-hand-feel, and works well on solid-color polyester or CVC polos. It does not work on multi-color patterns or 100% cotton, which scorches rather than etches cleanly.
Fit Architecture – Retail vs. Uniform vs. Fashion
Polo shirts occupy three distinct fit categories. A polo t-shirts manufacturer worth working with should offer separate pattern blocks for each.
| Fit Category | Chest Ease | Length | Sleeve | Collar | Target Market |
|---|---|---|---|---|---|
| Classic/Uniform | +10–12cm | Standard, covers belt | Mid-bicep, 2cm cuff | Relaxed, 3.0cm stand | Corporate, hospitality, school |
| Retail/Modern | +6–8cm | Slightly shorter, stays tucked or untucked | Shorter, closer to shoulder | Trim, 2.8cm stand | Department store, boutique |
| Slim/Fashion | +4–6cm | Shorter, untucked | Very short, cap sleeve | Narrow, 2.5cm stand | Contemporary menswear, youth |
The women’s fit trap: Most uniform programs order “unisex” polos and expect women to wear a smaller size. This fails. A unisex medium is proportioned for a male torso—broader shoulders, narrower hips. On a female body, it tents at the waist and pulls at the chest. If your retail program includes women, demand a gender-specific grade. The women’s block should include bust darting or princess seaming, a shorter torso length, and adjusted armscye depth.
Length and the “Tuck” Decision Uniform polos are designed to be tucked in. They are therefore longer (typically 72–76cm for men’s large) with a straight hem. Fashion polos are designed to be worn untucked. They are shorter (68–72cm) with a slight curve or side vent. If you order a uniform-length polo for a retail rack where consumers expect to wear it untucked, the shirt will look like a pajama top.
Color Consistency and Dye Lot Control
Retailers ordering custom polo t-shirts in multiple colorways face a color-matching challenge that most do not anticipate.
The Dye Lot Problem Fabric mills dye in batches called lots. Environmental variables—water temperature, humidity, pH level, machine calibration—shift between lots. A navy blue from Lot A and a navy blue from Lot B can be visibly different under store lighting. If you order 500 navy polos in January and 500 in June for a restock, and the mill has changed dye formulations, your shelf will show two different navies.
How professional factories control this:
- Dye lot reservation: The entire season’s fabric is purchased in a single lot. This is the gold standard but requires cash flow and demand forecasting.
- Spectrophotometer matching: Every incoming roll is scanned against the master standard. Delta E must be ≤1.5.
- Light source verification: Colors are matched under D65 (daylight), TL84 (retail fluorescent), and A (tungsten). A color that matches under daylight may shift under store lighting.
Retail-specific consideration: If your polo program includes a contrast collar or placket (white collar on a navy body), the white must be matched across all body colors. A “white” collar against a red body and a “white” collar against a black body can appear different due to optical contrast. Specify the same white fabric lot for all contrast applications.
Compliance and Labeling – The Retail Gatekeeper
If you are a retailer selling to consumers, your custom polo t-shirts must comply with the labeling regulations of your target market. If you are a uniform buyer outfitting staff, your client may require compliance documentation for their own liability protection.
United States (FTC Textile Labeling Rules):
- Fiber content must be listed by generic name and percentage (e.g., “65% Cotton / 35% Polyester”).
- Country of origin must be stated.
- Care instructions must use standardized symbols or text.
- RN number (Registered Identification Number) or business name must appear on the label.
European Union (EU Textile Regulation 1007/2011):
- Fiber content in the official language of the destination country.
- “Made in…” labeling required if imported.
- Care labeling is not legally mandatory but is standard practice.
- REACH compliance documentation for chemical substances.
Additional Requirements for Specific Retailers:
- Amazon FBA: Polybag thickness ≥0.05mm, suffocation warning for bags over 5″ × 7″, scannable UPC codes.
- Walmart / Target: Require third-party testing for flammability (16 CFR 1610) if the garment is loose-fitting.
- Costco: Requires additional quality audits and packaging specifications.
A polo t-shirts factory that exports regularly will have templates for these labels. A factory that does not ask about your destination market is a factory that has not dealt with retail compliance before.
Pricing Architecture – What Drives the True Cost
Retailers often receive quotes that seem straightforward: “$8.50 per polo, FOB.” But that number is only the surface. Understanding the cost drivers allows you to negotiate intelligently and avoid the “bait and switch” where the factory delivers a cheaper version than quoted.
Cost Breakdown for a Standard Corporate Polo (CVC Pique, 200gsm):
| Cost Component | Percentage of FOB | What It Covers | Where Retailers Get Surprised |
|---|---|---|---|
| Fabric | 35–40% | Greige goods, dyeing, finishing | Fabric width narrows at roll ends; factory may not adjust consumption |
| Cutting & Sewing | 20–25% | Labor, overhead, machine time | Complex plackets or contrast panels increase sewing time 30%+ |
| Trim & Accessories | 8–12% | Buttons, thread, labels, interfacing | Pearl buttons vs. resin buttons; woven labels vs. printed |
| Decoration | 10–15% | Embroidery, badges, screen print | Logo stitch count above 8,000 increases machine time significantly |
| Finishing & Packing | 5–8% | Pressing, folding, polybag, carton | FBA-compliant packing costs 15% more than bulk carton |
| Factory Margin | 10–15% | Profit, admin, quality control | Fixed; negotiate by increasing volume, not by squeezing this line |
The decoration cost trap: Embroidery is priced by stitch count, not by logo size. A logo that is 8cm × 8cm but dense (fine detail, fill stitching) can have 15,000 stitches. A logo of the same size but open and airy might have 4,000 stitches. The difference is $2.50–$4.00 per unit. Always request a stitch count estimate with your embroidery quote.
Evaluating a Polo T-Shirts Manufacturer – The Audit Checklist
Before you place a bulk order, validate your supplier. A trading company with a slick website and a WhatsApp account is not a manufacturer. Here is what to verify:
1. Facility Tour (Physical or Video)
- Do they have circular knitting machines on-site, or do they buy fabric from a trading market?
- Do they have automated cutting (Gerber, Lectra) or hand-cutting tables?
- Is there a dedicated embroidery room with multi-head machines (Tajima, Barudan)?
- Do they have a climate-controlled fabric storage area?
2. Sample Quality as a Predictor
- Order samples in two different colors of the same style. If the fit varies between colors, the factory does not control shrinkage during dyeing.
- Wash the sample five times. Does the collar distort? Do the buttons loosen? Does the color fade?
- Check the inside of the garment. Are the seams clean? Are thread ends trimmed? Is the care label sewn straight?
3. Documentation Discipline
- Can they provide a complete tech pack in English?
- Do they ask about your target market’s compliance requirements?
- Do they offer a graded size set for fitting confirmation?
- Can they provide fabric test reports (color fastness, shrinkage, pilling)?
4. Communication Patterns
- Do they respond to technical questions with technical answers, or do they deflect with “no problem, we can do”?
- Do they proactively flag potential issues (e.g., “Your logo is very detailed for this gauge of pique; we recommend simplifying or switching to 12-gauge”)?
- Do they provide production updates without being asked?
Red flag: A polo t-shirts factory that quotes within two hours of receiving your inquiry has not analyzed your requirements. They are guessing. A professional factory asks clarifying questions before quoting.
Frequently Asked Questions
Q1: What is the best fabric for custom polo shirts in a retail environment?
A: For retail custom polo t-shirts that must survive consumer laundering, CVC (65% cotton / 35% polyester) pique is the optimal balance. It offers the hand-feel of cotton with the dimensional stability of polyester, reducing shrinkage from 4–6% to 1–2%. For premium positioning, interlock double-knit provides a smoother, more substantial drape. For budget uniform programs, 50/50 cotton-poly is the most durable and cost-effective. Avoid 100% cotton for retail unless your brand explicitly markets natural fiber and provides care education.
Q2: What is the difference between pique and interlock polo shirts?
A: Pique has a textured, waffle-like surface created by a tuck-knit structure. It is breathable, structured, and hides wrinkles well—ideal for corporate and golf environments. Interlock is a double-knit construction that is smooth on both sides, heavier, and more stable. It drapes like woven shirting and resists torque (twisting on the body). Interlock is preferred for premium fashion polos and resort wear; pique is preferred for uniforms and active corporate wear.
Q3: How much does it cost to manufacture custom polo shirts in bulk?
A: For a standard 200gsm CVC pique polo with flat embroidery, FOB pricing typically ranges from $7.50 to $12.00 depending on volume and complexity. At 500 pieces, expect $9.00–$10.50. At 2,000+ pieces, $7.50–$8.50 is achievable. Factors that increase cost: interlock fabric (+20%), 3D puff embroidery (+$2.50–$4.00), contrast placket/collar (+$0.80–$1.20), and individual name personalization (+$1.50–$2.50 per unit).
Q4: What is the minimum order quantity (MOQ) for custom polo shirts from a factory?
A: Dedicated polo t-shirts manufacturers typically offer 200–300 pieces per colorway for fully custom styles (your pattern, your fabric, your trim). For simpler programs using the factory’s existing blocks with your color and logo, 100 pieces is increasingly common. Some factories offer “pilot runs” of 50 pieces at a sample-rate price for new retail clients. Be cautious of factories offering no MOQ; they are often trading companies reselling blanks with decoration, not true manufacturers.
Q5: How do I prevent collar distortion on polo shirts after washing?
A: Collar distortion (baconing) is caused by three factors: insufficient interfacing, incorrect fusing temperature, or low-quality collar ribbing. Specify the following in your tech pack: (1) woven fusible interfacing at minimum 80gsm; (2) fusing temperature of 130–140°C with 4-bar pressure; (3) collar ribbing with 5% elastane content for recovery. Additionally, instruct end-users to lay flat to dry rather than tumble drying, as heat accelerates collar distortion.
Q6: What is the best decoration method for a corporate logo on polo shirts?
A: Flat embroidery is the standard for corporate polos because it signals permanence and quality. For logos with fine text or intricate detail, ensure the pique gauge is 12-gauge or switch to a woven badge. For temporary or promotional programs, heat transfer vinyl is faster and cheaper but has a shorter lifespan (30–40 washes). Avoid screen printing on pique unless the design is large and graphic; the texture causes uneven ink deposition.
Q7: How long does it take to produce custom polo shirts from order to delivery?
A: Sampling takes 7–10 business days. Once the pre-production sample is approved, bulk production takes 15–20 business days for orders of 500–1,000 pieces. Shipping adds 3–5 days (air express) or 25–30 days (sea freight). Total timeline from first contact to delivery is typically 5–7 weeks. For rush programs, some factories offer 3-week turnaround using in-stock greige goods and expedited cutting, but color options are limited.
Q8: What should I look for when auditing a polo t-shirts factory?
A: Verify four things: (1) In-house knitting capability—do they produce their own fabric or buy from a market? In-house control means consistent quality. (2) Embroidery equipment—multi-head machines (6-head or 12-head) indicate capacity for bulk programs. (3) Cutting room—automated CNC cutting tables (Gerber, Lectra) ensure pattern precision. (4) Quality control station—a dedicated QC area with measurement tools, lightboxes, and wash-testing capability. If the factory cannot show you these four things, they are likely a broker, not a manufacturer.
Q9: Can I order polo shirts with individual names for my team or staff?
A: Yes. Individual names are typically applied using CAD-cut heat transfer vinyl (TPU) on the right chest or below the back collar. This adds $1.50–$2.50 per name depending on length. For a more premium look, individual names can be embroidered, but this requires digitizing each name separately and is significantly more expensive ($4.00–$6.00 per name). For retail programs, we recommend limiting personalization to team/uniform contexts; consumers generally prefer blank polos for personal wear.
Q10: What compliance labels are required for polo shirts sold in the United States?
A: Under FTC rules, polo shirts must carry a label stating: (1) fiber content by percentage and generic name (e.g., “65% Cotton / 35% Polyester”); (2) country of origin (e.g., “Made in China”); (3) care instructions using standardized symbols or text; and (4) the manufacturer’s RN number or legal business name. If the garment is sold to children under 12, CPSIA testing for lead content and phthalates is mandatory. For Amazon FBA, additional requirements include polybag suffocation warnings and scannable UPC barcodes.
Q11: What is the difference between a uniform polo fit and a retail polo fit?
A: Uniform polos are designed to be tucked in. They have a longer body (72–76cm for men’s large), a straight hem, and a relaxed chest ease (+10–12cm) to accommodate varied body types. Retail polos are designed for untucked wear. They are shorter (68–72cm), often have a curved hem or side vents, and a trimmer chest ease (+6–8cm) for a modern silhouette. Ordering a uniform fit for a retail rack results in a shirt that looks oversized and sloppy when worn casually.
Q12: How do I ensure color consistency across multiple orders of the same polo style?
A: Demand dye lot control from your polo t-shirts factory. This means the factory purchases the entire season’s fabric requirement from the same production batch or reserves the dye formula for your specific color. Insist on spectrophotometer verification (Delta E ≤ 1.5) for every bulk shipment. For critical programs, order a “lab dip” (mini dye sample) for approval before each bulk production run. Keep an archived physical swatch sealed in a light-proof bag as your master standard.
Conclusion: The Polo Shirt Is a Technical Product
Retailers and uniform buyers often treat the polo shirt as a commodity. It is not. It is a garment where collar engineering, placket construction, fabric gauge, and decoration compatibility must be precisely coordinated. A polo that fails at the collar after three washes is not just a defective product. It is a brand liability that costs you reorders, reputation, and shelf space.
The difference between a successful polo program and a warehouse of returns lies in the details most buyers never think to specify: the interfacing weight, the stitch count limit, the dye lot reservation, the grade rule for the women’s block.
When you work with a polo t-shirts manufacturer that understands these details, you are not just ordering shirts. You are building a product line that can survive retail scrutiny, corporate laundering, and the seasonal reorder cycle that turns a single purchase into a five-year partnership.
That is worth more than a dollar-per-unit discount ever will be.
About the Author:
Technical production team at a custom polo t-shirts manufacturing facility with 17 years of experience in corporate uniform, retail private-label, and hospitality apparel programs. Facility certifications: ISO 9001, BSCI, OEKO-TEX Standard 100.
Technical production team at a custom polo t-shirts manufacturing facility with 17 years of experience in corporate uniform, retail private-label, and hospitality apparel programs. Facility certifications: ISO 9001, BSCI, OEKO-TEX Standard 100.
Last Updated: June 2026
Related Resources: